
Continuing the series of articles dedicated to “The stamping process and its responses to the industry”, after addressing the stamping production process and the differences between progressive stamping and transfer stamping, in this conversation with Miguel Queirós, an engineer that works as a sales technician at ETMA, the area of Design and Manufacture of Tools will be addressed.
The industry of stamping tools is constantly growing in terms of technology, a situation to which ETMA is not indifferent. Within this context, the company internally developed its own area of Manufacture of Tools, where it designs and produces the tools which will later be used in the manufacture of parts. Can you explain this strategy to us?
ETMA’s strategy in developing and manufacturing its own stamping tools has enabled the company to follow the market evolution in terms of quality requirements and meeting deadlines. On the other hand, this strategy allowed our technicians to build up an extensive knowledge, not only in terms of manufacture, assembly and maintenance of tools, but also regarding the process itself, machinery, working methods, etc. In other words, every aspect that conditions the productivity of the stamping process and the dynamics to which those aspects are related.
The result is the provision of a high-quality technical support to our clients in terms of optimisation of the part design, manufacture of robust, reliable and perfectly adapted tools for ETMA’s production process, and the continuous improvement of the entire internal production cycle.
Briefly, what are the basic elements of a stamping tool?
The basic elements of a stamping tool, also called stamp press or press, include: punch, matrix and hold-down clamp. These are the essential elements needed to shape the metal sheet as intended (conformation function).
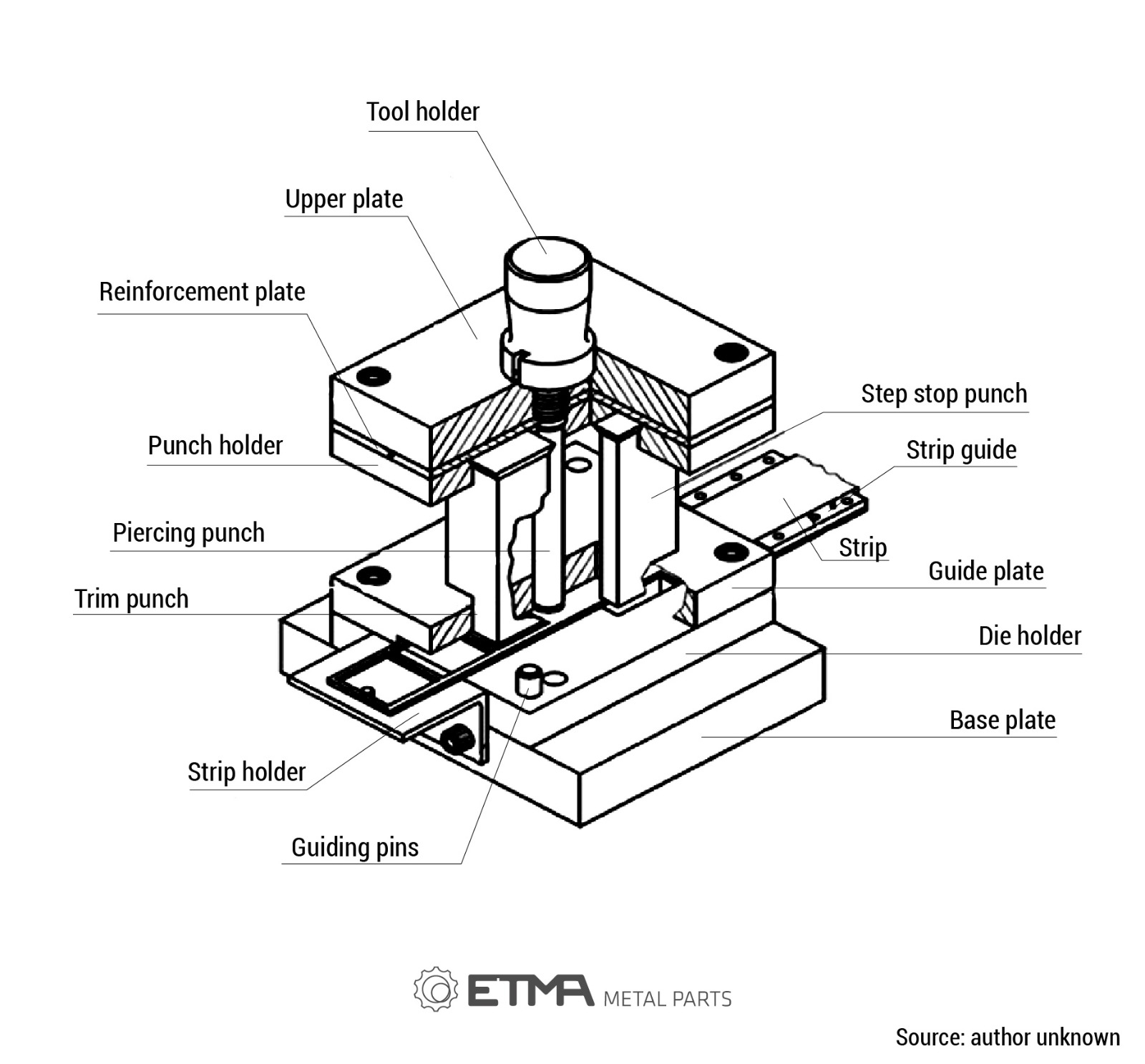
In addition to this basic and essential function, the stamping tools must ensure additional functions:
- Feed the material strip, which must be guided and placed correctly throughout the successive stamping steps;
- Guide the punch movement towards the matrix, to maintain the respective alignment during the continuous opening and closing of the tool;
- Extract the metal sheep shreds cut from the strip and separate those shreds, ensuring that they do not get mixed up with the parts;
- Extract the parts when those are separated at the end of their advance throughout the tool;
- Finally, ensure the correct lubrication of all the movable elements of the tool, in order to decrease their wear and consequent stoppages for maintenance.
Ensuring those functions will increase the complexity of the tool, right? Increasing complexity is a requirement?
Indeed, the increase of functions will make the tool more complex. But it is only possible to manufacture millions of parts with consistent quality and few stoppages for maintenance if the tools are robust and reliable.
I can give an example. The guidance of punches and matrices, if not appropriate, will enable the variation of the clearance fit between these elements. Consequently, the parts will present several defects during the manufacture of the batch: size variation, emergence of burrs, etc. In extreme cases, the contact between the punch and the matrix can even occur. If that contact is light, this will lead to the premature wear of these components (and consequent stoppages for maintenance), or, in more extreme cases, can cause collision and consequent rupture.
How are these functions implemented?
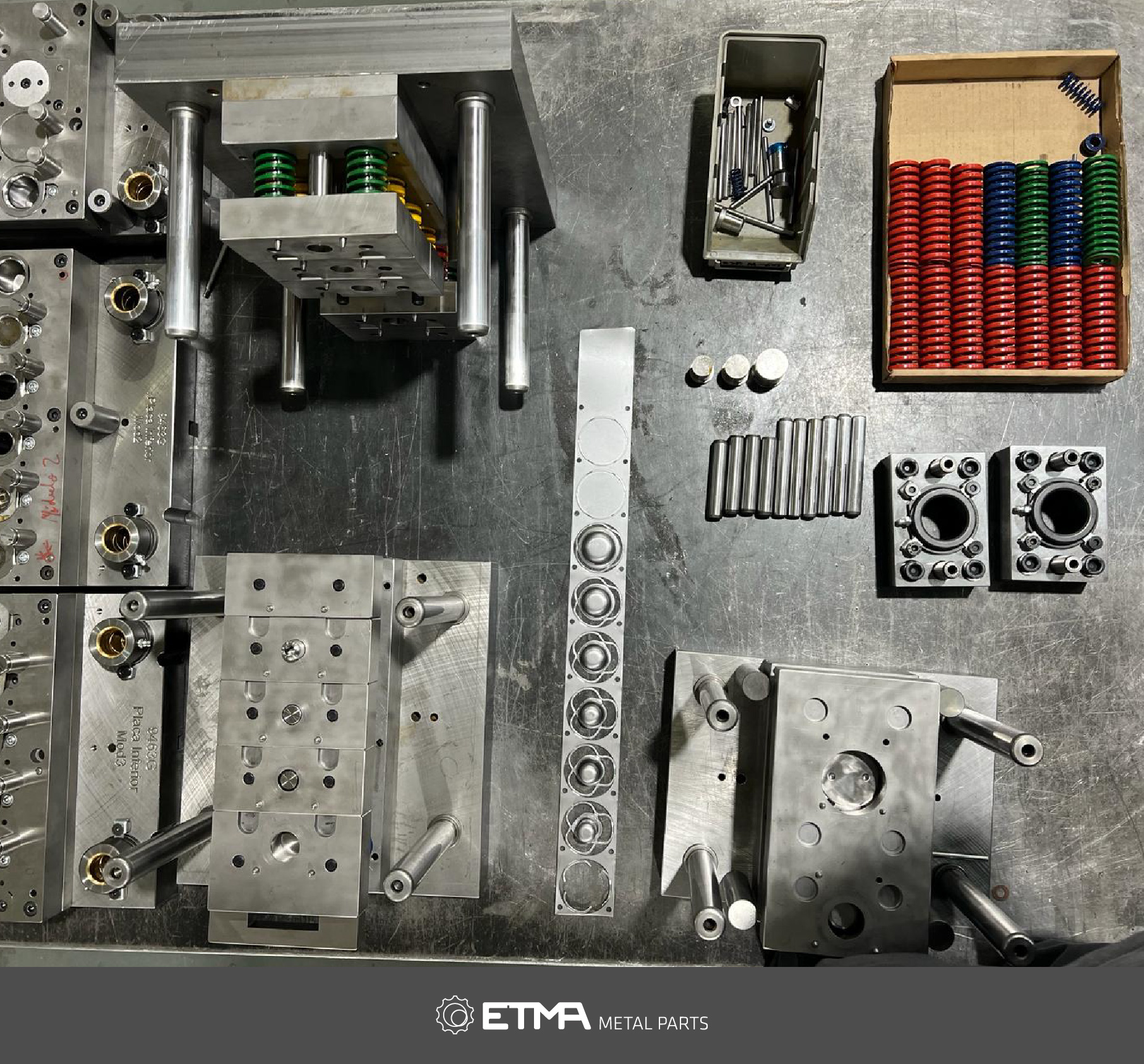
This is done through the setting of the tool architecture, which must be appropriate to the intended part, the analysis of the implementation of that architecture, and the setting and location of the elements and accessories that ensure those different functions. Those elements can be purchased externally or manufactured internally, as well as the tool itself. In general, it is preferable to perform the majority of the work internally, but in case of high occupancy of the tools factory, we have a network of partners who can help us.
The tool design has a sequence and core principles that must be followed?
Yes, the tool design for metal sheet stamping has a well-established sequential procedure at ETMA.
The first step is to always analyse the part in terms of final requirements and specifications intended by the client. We call this step “analysis of feasibility”, where the dimensional and geometric tolerances determined in the part design are assessed. At most, this step may determine that it is not possible to manufacture the part by stamping.
Then, a study is performed which allows us to establish the sequence of operations on a metal sheet strip to obtain the final part. This sequence is optimised in terms of distribution of forces, number of steps needed, etc. This is called the “preliminary draft” of the tool that, according to the internal procedure of ETMA’s project management, corresponds to a door for its validation by a multidisciplinary team.

When the preliminary draft is approved, the tool design itself is started. The cutting clearances are determined according to the thickness and type of material to be stamped. Then, the elements that ensure the functions previously mentioned are distributed. In sum, the tool is designed to detail. Currently, we use a 3D modelling system to perform this step, which allows us to optimise the location of the components and accessories, analyse interferences and possible collisions between components, and even simulate the operation of the tool when every component is modelled. This also allows the machine operators, who will manufacture the components, to have a vision of the final result even before the machining of that component. The tool design is also validated in terms of project management and, only after that validation, will production start.

By following these core principles, we can ensure, at the end, the production of parts with rigorous specifications at a low price. This is, after all, an articulation to allow the best possible cadence with reliability, in order to reduce stoppages for maintenance.
On the other hand, the systematic application of this procedure enables:
- Avoidance of costly errors in terms of difficult and time-consuming resolutions, since the initial step of the process design;
- Having correct perspectives regarding the cost and deadline of the tool and the first samples of the part;
- Obtainment of components with close tolerances, in the limits of the stamping technology.
But, taking a step back, are there parts that are impossible to manufacture through stamping?
As they say, nothing is impossible. It always depends on the cost or investment the client is willing to accept. In other words, there is always a solution, but it can be very expensive…
Sometimes, the client requests the study of a certain part to be manufactured through a specific production process. And, now and then, we conclude that it would be more interesting to manufacture it through another technology, from an economic point of view. This solution is obviously shared with the client and accepting our suggestion or not is always the client’s decision.
What are the types of stamping tools built by ETMA?
If we classify the tools according to the projects developed at ETMA, and taking into account the general characterisation of the tools, we can build two main groups of tools:
- Progressive tools – in which the metal sheet enters in bands, with automatic feeding from coils or manual feeding from strips, between the upper and the lower matrix, passing through successive operations (cutting, folding or stamping), until the achievement of a certain part;
- Transfer tools – the metal sheet is previously cut in a shred with a predetermined dimension, which is sufficient to achieve the final part; it is then sequentially conveyed between the different tools that will perform the operations needed to obtain the final part; due to the small dimension of the parts manufactured at ETMA, it is frequent that these tools are assembled in a sequence on a common base, but they can also be assembled in different machines, and metal sheets in different steps are treated as ongoing production batches.

Lastly, what are the client benefits when it hires ETMA to build the stamping tools for the manufacture of parts?
There are many. As I mentioned before, for example, the client can count on a multidisciplinary, experienced and attentive development team, who will work in order to implement the best production solution, both in terms of process and tool. But they can also count on that team to enhance the part design, in order to improve its manufacturing capacity to reduce production and development costs.
When the component is launched in production, other teams will follow-up with the client. For example, the Backoffice team will be in contact with the client to keep it up-to-date regarding the logistics plan, mainly in terms of delivery dates and order amounts. The Quality team will ensure client satisfaction by helping and providing technical support to the client in the resolution of any problems that may arise.
In sum, during every step of the life cycle of its product, the client will always have ETMA’s feedback and support through qualified staff with the necessary skills to solve any situation.
In the following article, we will end the topic of stamping production process and its responses to the industry with an approach to ETMA’s Stamping Machinery.