To meet the demands of its clients’ projects, ETMA has designed an exclusive system that customises the services it offers. This is the System of 10 Integrated Production Processes, which includes Cold Forging.
In this article, we’ll explain various details about this production process, including its usefulness, its advantages, and the stages it goes through internally at the company whenever ETMA receives a new project.
WHAT DOES IT CONSIST OF?
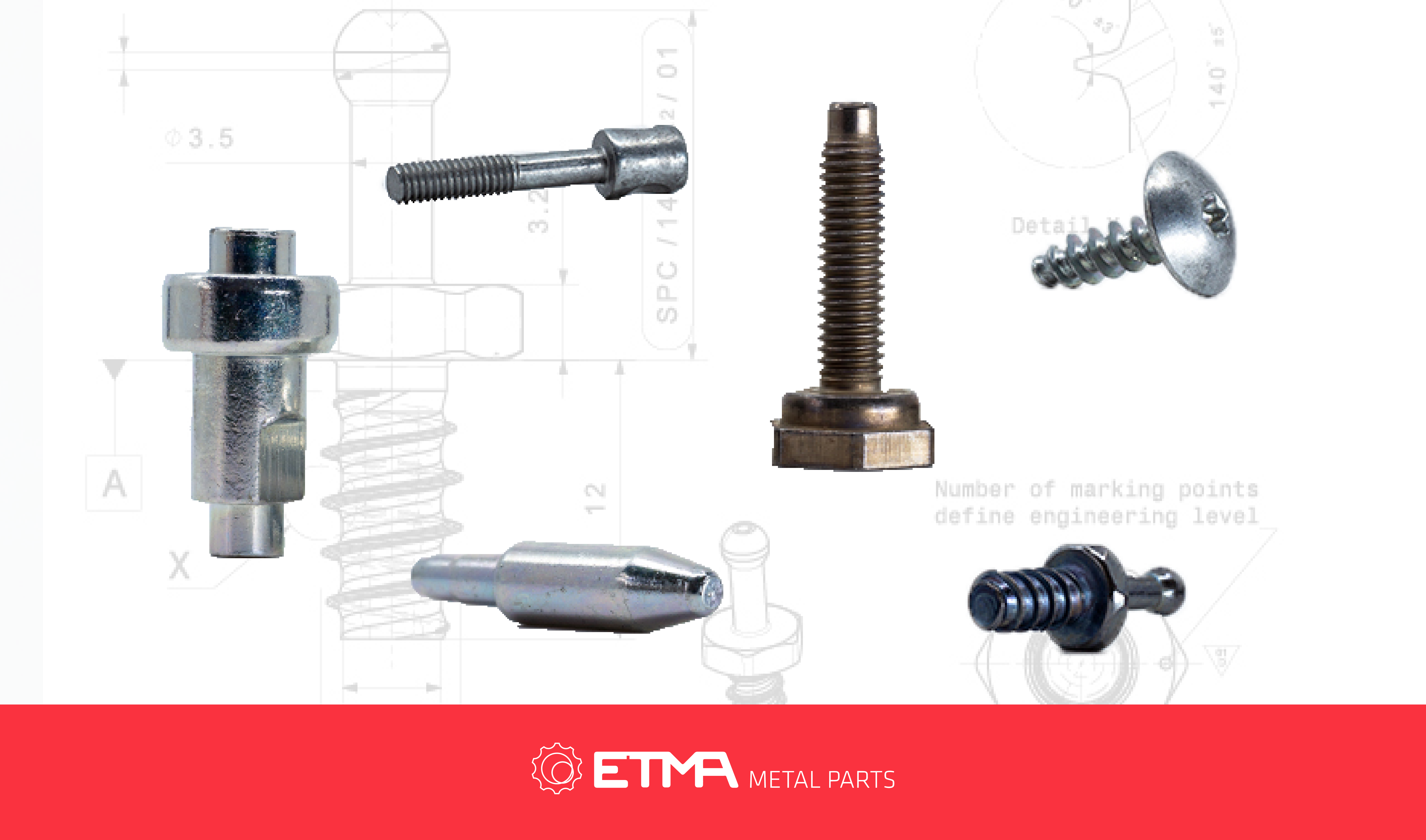
Cold Forging is a forming production process in which no material is removed or added. This process consists of applying extremely high pressures to the material, causing its deformation (forming) to a pre-imposed form. The designation «cold» is due to the fact that the process takes place with the material at room temperature, without pre-heating. Consequently, the mechanical resistance level of the material is higher than in a «heat» process.
The capacity for plastic deformation of metal (conformability or ductility) is therefore lower, so the achievement of more complex geometry is limited. Usually, this process is used to produce parts with relatively reduced sizes and weight, such as screws, hooks, rings, rods, shafts, among others.

WHAT ARE THE ADVANTAGES?
The main advantages of the Cold Forging Process are:
- High dimensional quality.
- Excellent surface finishing.
- Raw material savings.
- Greater productivity, avoiding side effects of hot work such as oxidation, decarburisation, and thermal contraction.
In this sense, cold forging is a highly competitive process. An example of this is described in this case-study, where the application of the Cold Forging Process as an alternative to turning led to savings of around 35 per cent for one of our clients.
THE RIGHT PROCEDURE FOR GOOD EXECUTION
For a good execution of the forging process, ETMA follows a procedure that consist in the following steps:
- Analysing the client’s final drawing to check sizes, dimensional tolerances, among others.
- Confirming the reductions of the area to be achieved, considering the limits allowed by the material in use.
- Calculating the part volume and weight from the forged drawing.
- Determining the initial length of the preform from the weight calculated and using, whenever possible, standard patterns.
- Delineating an operation plan where the processing steps are included, from the cut to the final forging operation, the process limits, such as maximum length of the preform out of the higher and lower matrix, necessary forming steps and also equipment limitations, such as extraction course, capacity of material displacement and forming speed.
- When projecting the tools, tailor them to the company’s “patterns” and, at that moment, confirm that the extraction course allows the part to be truly loose of matrix and in conditions to allow the transfer system between slides.
THE ETMA TEAM
The search for suitable solutions that meet each client’s requirements involves the development (made up of specialised engineers and technicians) and sales teams, whose sharing of knowledge and experience with the client results in mutually beneficial synergies.
Highlight for the Cold Forging Team who plays a fundamental role with ETMA’s clients, always advising on the best production and development plans for the parts requested, as well as on their improvement.

THE EQUIPMENT
The production equipment associated with this process includes the following:
- Double blow horizontal presses, multi slide presses and threading and slotting units.
- Moroni MB765, Multipress MP 510, MP 410
- Carlo Salvi RF/SV, RF 500, RF560 SV, RF-DL 330 SV, Pressvit SU-8
- Mauro Pasquali
- Ingramatic RP-1, RP-3, GR-1 e Pressvit B5 IB 120
- Chun Zu
- Pfiffner NFA3

MAIN BUSINESS AREAS
ETMA’s Cold Forging has been a highly sought-after process in different business areas, among which the following stand out:
The Cold Forging Process is, therefore, a very useful process in all ETMA’s 10 Production Processes, contributing with a very high trade-off between the quality of the parts and the saving and optimisation of resources.
Click here to find out more about ETMA’s Cold Forging Production Process or download our brochure.
If you’re interested in finding out more and possibly consulting us about a project you’re working on, don’t hesitate to contact us.