
Background
Following the request of its customer VIPEX, ETMA Metal Parts participated in the development of a set of parts for subsequent supply to a major international distribution chain in the field of sport. Operating in the area of plastics injection, VIPEX has been an ETMA customer since 2015.
For the industrialization of parts it was necessary to consider the specific needs of the production processes after machining. In this case, it was a plastic injection.
Thus, as the documented specifications only related to the final customer, collaboration with VIPEX was necessary, since VIPEX would develop the subsequent plastic injection process, in order to understand what the requirements of this process are and fit them into the capabilities of the ETMA and thus achieve a reliable and consistent process of continuous supply.
This project was designed to produce 1,000,000 pieces per year.
The customer’s request
This project involved developing a robust manufacturing process capable of supplying two distinct pieces in large series (the body for a plastic tip and the set assembled with a steel tip) with a high, rigorous and consistent quality level, so as not to harm the subsequent plastic injection process.
Project development
After several technical discussions, over a long period of time, several prototypes and small production series were developed with different versions until it was possible to identify the entire set of requirements for series production that would provide the robust and efficient process such as the one that ETMA now has.
The “Body and metallic tip of a dart” project involved 6 of the 10 integrated production processes of ETMA:
As a set consisting of two subcomponents, it was necessary not only to develop and industrialize them individually, but also to industrialize the process for assembling them:
- The dart body
- The dart tip
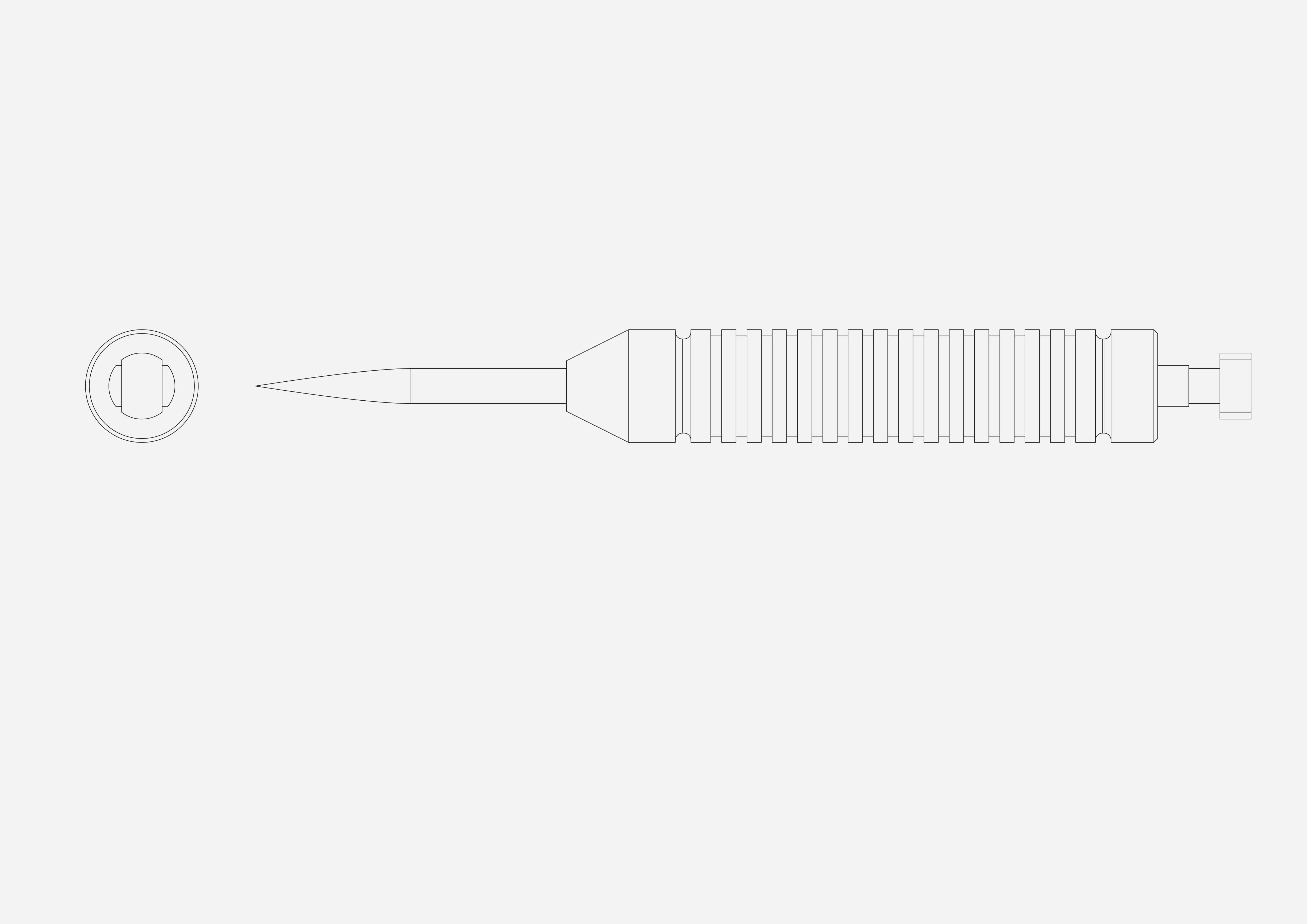 The first subcomponent, which started more easily, was for the body of the dart. This was developed for turning on multi-spindle lathes, machines that are highly qualified for their production.
The first subcomponent, which started more easily, was for the body of the dart. This was developed for turning on multi-spindle lathes, machines that are highly qualified for their production.
The first phase was to grind the outside diameter on grinding machines without centres, a process that was added due to the lower tolerance to this part area.
Another process incorporated here was surface treatment with two objectives: to guarantee that the part has greater resistance to wear, oxidation, corrosion, abrasion and other external processes; and to provide a perfect and uniform finish, improving the aesthetics of the piece.
Above all, we tried to adapt the production tolerances of this subcomponent to the sizing requirements for subsequent processes, both the assembly at ETMA and the plastic injection at the customer’s premises, without, however, compromising the final cost of the machined components. Once these requirements were optimized, the process went smoothly into series production. The collaboration between ETMA and the customer and the adjustments made during the development ultimately led to a product of the desired quality at an optimized cost.
The second subcomponent, the dart tip, required a greater development effort. From the beginning, the appearance of the tips was the critical factor in the process, so greater commitment from the Project Management and mobilization of Production resources were necessary, before moving on to serial production. Accordingly, studies and internal analyses were carried out to assess which would be the most effective process for obtaining 100% optimum parts.
Thus, in terms of the production processes used in this second part, cold forging, surface treatment, and heat treatment were integrated. Heat treatment was used to improve the mechanical properties of the parts, giving them hardness.
Finally, assembly of the two parts was performed, using the last two production processes provided: development of tools in order to automate the assembly of the 2 components.
Today, ETMA has reached a final version that supports both the quality of the final product with an excellent finish and visual appearance, as well as a product that enables the final ETMA internal process (sinking the tip into the body) to run at a high cadence and with no rejections and waste. As in all projects developed by ETMA, it can also be said that it was a process carried out and designed with the involvement of all stakeholders in this project.
However, there is still room for improvement in the processes presented here that, throughout the life of the product, will be explored. There is always room for improvement and this is one of the basic principles of ETMA: always to evolve.

Advantages of ETMA integrated production processes
The execution of this project reflects the joint use of 6 of the 10 production processes of ETMA, internally providing all the conditions for the implementation of the solution presented to the customer. So, ETMA has presented the customer with several advantages, including the following:
- Greater control of the processes and their interaction and, consequently, greater flexibility;
- Reduced lead times, as the processes and respective treatments are performed indoors;
- Reduction of logistical costs;
- Optimization of product specifications;
- Quality cost reduction;
- Reduction of production costs;
- Diversified know-how covering different skills
Conclusion
The case study presented here is revealing of how ETMA sees its projects from the prototype to the final product, always with a view to continuous improvement. In fact, one of its benefits is, in fact, the presence of technical collaboration of all parties involved in the development of the piece, so that it is functional for the customer, feasible for ETMA and, obviously, more efficient and economical for both.
ETMA’s mission is to respond to the challenges of its customers, by offering all specialized technical support for the development of parts through the system of 10 integrated production processes. A winning focus that also guarantees the quality of development from the design to the final product and to which the following are also added:
- ETMA’s vast know-how in the metallurgical and metal-mechanic sector (80 years’ operation);
- Wide experience in the most diverse sectors of activity (automotive, electrical, appliances, plastic injection / overmoulding, fixing, among others);
- A qualified technical team, with a concern for continuous improvement;
- ISO 9001, IATF 16949 and ISO 14001 certifications.
[…] Metal dart body and tip: a case study involving 6 out 10 ETMA integrated production process […]
[…] Metal dart body and tip: a case study involving 6 out 10 ETMA integrated production process […]