
This article has been used as case study for the company’s 10 integrated production processes and briefly describes the experience with one of ETMA business partner. Learn briefly how ETMA promotes its projects, bringing from the very beginning all its experience and technical knowledge for the benefit of its clients.
Contextualisation
This project was developed for a multinational company working with the following markets: aircraft engines, energy production equipment, lighting systems and health sector services solutions. The company has been operating in approximately 100 countries and employs over 300,000 people worldwide.
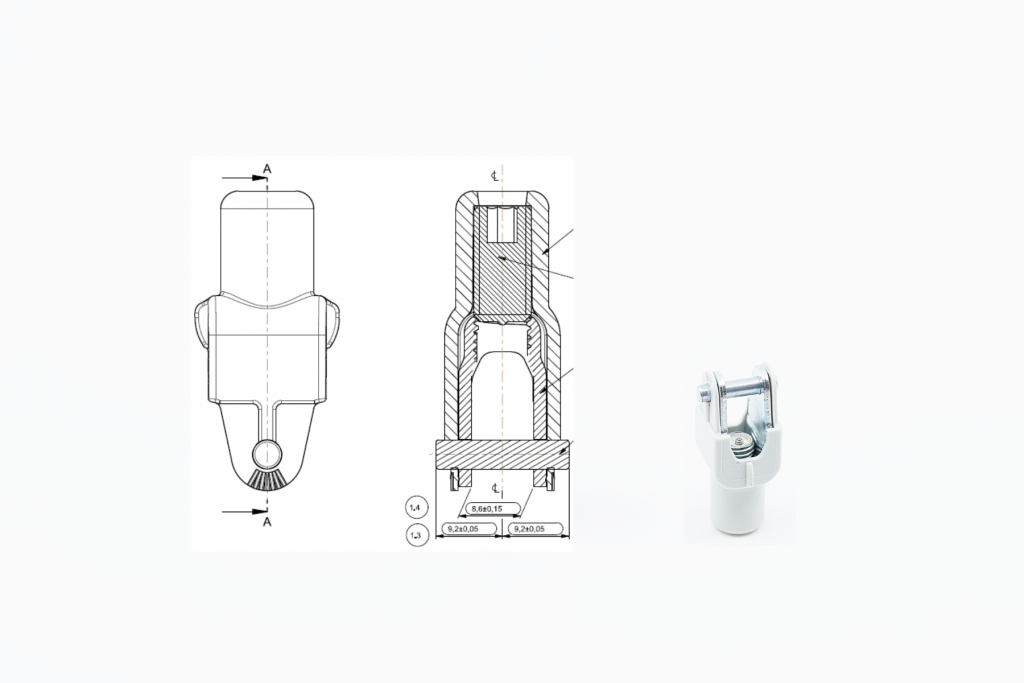
This company, which has been a client for more than 30 years, consulted ETMA to develop a solution for the electric sector. The product in question was a terminal installed in a circuit breakers to connect electric power cables to medium voltage switchboards.
ETMA has been involved in the mass production and assembly of two million terminals every year since 2012.
Client’s request
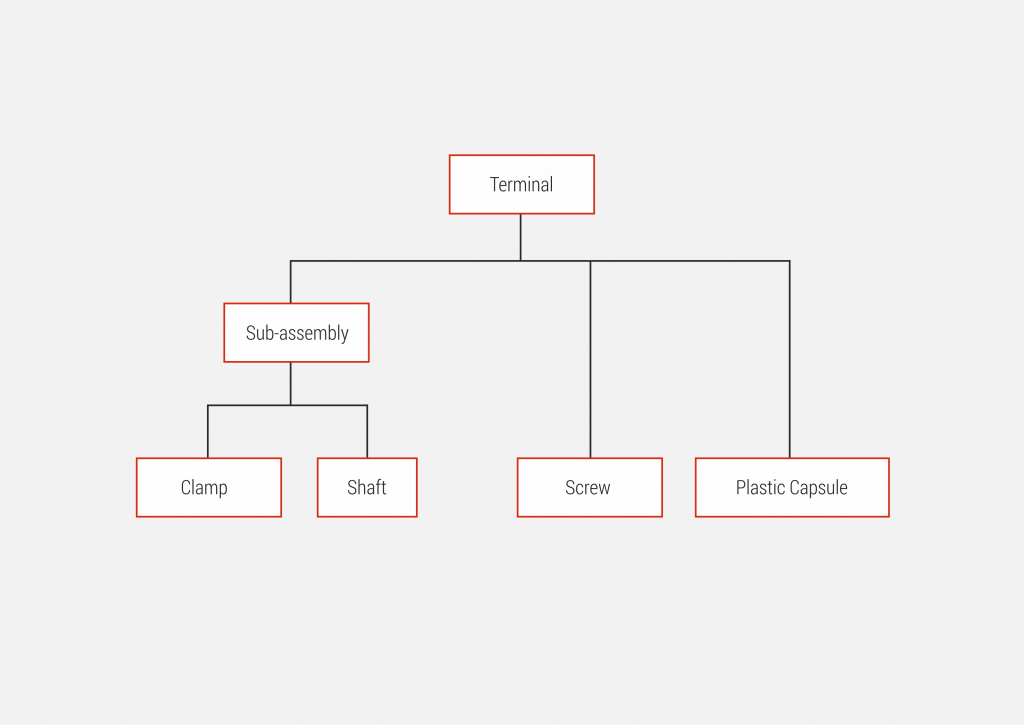
The aim of the project was to develop a solution that includes three metallic parts, as a clamp, a shaft and a screw. An additional plastic component was produced by a partner company, but the final assembly of the product would be performed internally at ETMA.
The implementation of this project included the combined deployment of several of ETMA’s integrated production processes. To ultimately implement this solution, the company used all the required resources available indoors. 9 of the company’s 10 current integrated production processes were implemented in this projet. In summary, the production processes involved were:
- Prototypes
- Tools and Equipments
- Stamping
- Cold forging/Screws
- Wire forming
- Heat treatments
- Surface treatments
- Assembly
- Inspection/Sorting
Project development
Prior to the production process itself, ETMA first designs a set of prototypes that varied slightly from each other for the client to validate the design of the final product and also its functionality. After selecting the prototype, the tool was developed together with the entire industrialisation process of the unit.
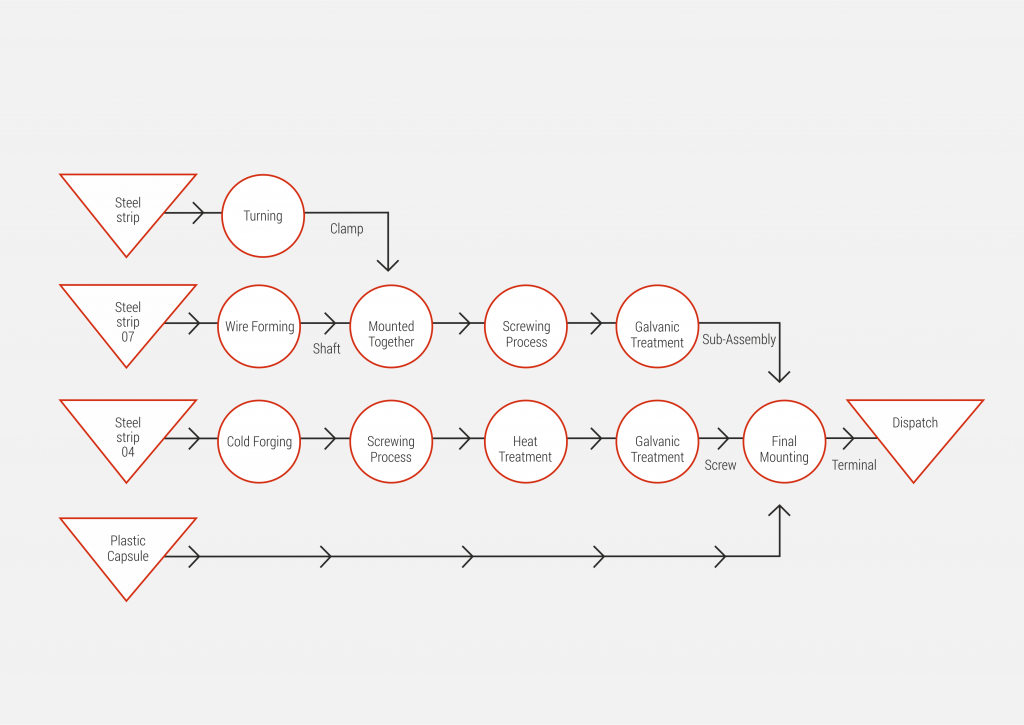
The clamp, made from a steel strip, underwent a stamping process and the shaft, with a diameter of 7mm and also made of steel, underwent a wire forming process. These parts resulting from the production processes, when assembled together, formed a subassembly. This subassembly then underwent a screwing process and also a galvanic treatment. The result of the assembly of these two parts was used as the base structure for the final unit.
ETMA was also responsible for the screw used for the final unit. For this component, a 4mm diameter steel wire was used. After the cold forging and screwing processes, the screw underwent heat treatment and the purpose was to increase its mechanical strength and rigidity, thereby ensuring that the component maintained its intended performance. Finally, the galvanic treatment warrants proper resistance to the environmental corrosion that the screw may experience during its service life.
The plastic capsule that electrically insulates the unit is supplied by one of ETMA’s strategic partners.
The final assembly of these parts produced the functional unit that was supplied to the client. Prior to the delivery, this product also underwent a final quality inspection/sorting and was then packed according to the client’s specifications.
For continuous improvement, ETMA seeks to meet new challenges and take advantage of the most advanced production technologies. In this case study, for example, ETMA engaged in the development and implementation of a robotic manufacturing cell (equipment) to the final assembly, thereby providing a better production rate for the two million parts produced every year.

Final considerations
The terminal unit is already a milestone product for ETMA and it is a clear example of the advantages a client receives when working with a company that combines several production processes for multipart product. Therefore, the model that includes 10 different integrated production processes has several advantages described bellow:
- greater control of the processes and their interaction and, consequently, greater flexibility;
- lower lead times, especially in multi-process production (for example, if surface and heat treatments had to be carried out externally, the lead time would increase exponentially);
- cost optimisation, in terms of logistics and quality.
The experience gained over the years with this process and other similar processes has allowed ETMA to understand the connection between the different procedures and foresee potential undesired effects in the chain, anticipating issues and providing respective solutions. Additionally, this connection between processes can be quickly studied and tested, thereby performing an automatic adjustment, which in turn allows for the final product to be tailored to the exact specifications oh the client.
Conclusion
In summary, ETMA’s ultimate aim is to meet their clients‘ demands, offering full specialised technical support for the development of prototypes through the company’s 10 integrated production processes. ETMA also guarantees the quality of the development from the design to the final product, always taking industrialisation in mind. This system provides for a great competitive advantage that consequently translates into its value proposal.
________________________________________________
Find out more about the advantages of the ETMA’s 10 production processes system in this article.
Get to know yet another case of real application and / or download our catalogue.